Bellow Seal Valves: Ensuring Reliability in Critical Applications
In industrial operations, valves play a decisive role in maintaining process safety, efficiency, and compliance. However, conventional valve designs often present persistent challenges such as leakage, fugitive emissions, frequent maintenance, and unplanned downtime. These issues not only increase operational costs but also compromise safety in industries like oil and gas, petrochemicals, pharmaceuticals, and power plants, where ... moreBellow Seal Valves: Ensuring Reliability in Critical Applications
In industrial operations, valves play a decisive role in maintaining process safety, efficiency, and compliance. However, conventional valve designs often present persistent challenges such as leakage, fugitive emissions, frequent maintenance, and unplanned downtime. These issues not only increase operational costs but also compromise safety in industries like oil and gas, petrochemicals, pharmaceuticals, and power plants, where hazardous fluids and gases are handled under extreme conditions. This is where Bellow Seal Valves have emerged as a reliable solution, offering leak-proof operation and extended service life.
The Industrial Pain Points with Conventional Valves
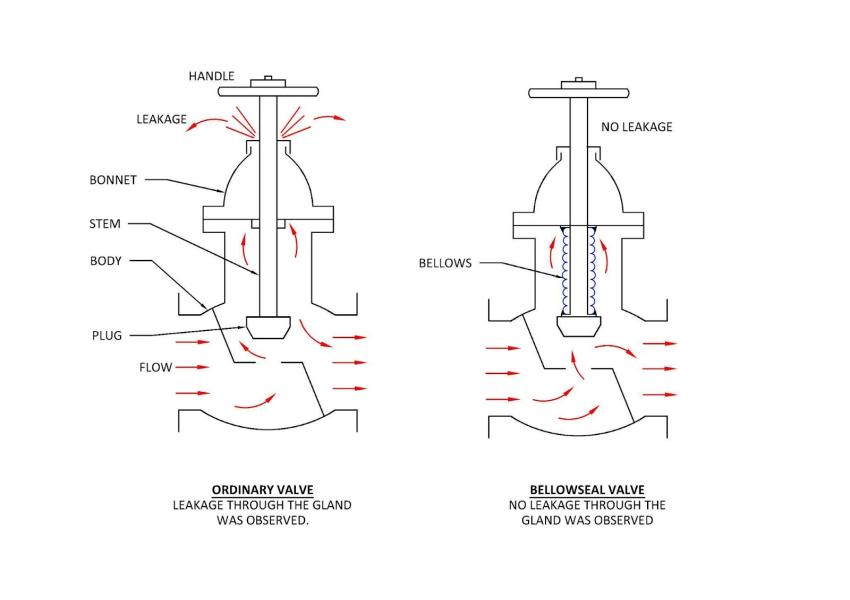
Standard globe and gate valves rely on packing around the valve stem to provide sealing. Over time, due to thermal cycling, mechanical wear, and exposure to aggressive media, this packing tends to deteriorate. The result is stem leakage, which contributes to fugitive emissions and, in many cases, exposes workers and equipment to harmful substances. Industries today face strict regulatory standards for emission control and worker safety, making it essential to adopt valves that ensure zero leakage performance. Additionally, frequent maintenance and replacement of valve packing lead to costly downtime and reduced productivity.
Design and Working Principle of Bellow Seal Valves
A Bellow Seal Valve is specifically designed to eliminate stem leakage. Instead of relying on gland packing alone, the valve incorporates a metallic bellows welded to both the valve stem and the bonnet. This flexible, accordion-like component ensures a hermetic seal, preventing any fluid or gas from escaping through the stem. As the valve opens and closes, the bellows expand and contract, maintaining complete isolation of the process media.
In addition, these valves often include a secondary sealing mechanism (like gland packing) that provides extra safety in case of bellow failure. This dual-seal design makes bellow seal valves highly reliable in critical applications where leakage cannot be tolerated.
Globe Type Bellow Seal Valves
Globe bellow seal valves are primarily used for throttling and regulating flow. Their design ensures precise control, making them ideal for applications where flow modulation is critical. For instance, in chemical plants and refineries, globe valves are used in lines carrying hazardous media, where even a minor leak could lead to safety incidents. The bellow sealing ensures long-term reliability, minimizes emissions, and reduces the need for frequent maintenance.
Key advantages include:
High sealing integrity for hazardous and toxic fluids.
Accurate flow control due to the globe valve design.
Extended service life, even in high-pressure and high-temperature conditions.
Gate Type Bellow Seal Valves
Gate bellow seal valves, on the other hand, are designed for on-off services. Their robust construction allows full unobstructed flow when fully open, making them suitable for pipelines carrying corrosive or high-pressure fluids. Power plants and oil refineries commonly use gate bellow seal valves in applications where tight shutoff and zero leakage are vital.
Key advantages include:
Full bore design for minimal pressure drop.
Reliable shutoff for isolation purposes.
Enhanced safety for high-pressure and high-temperature operations.
Benefits in Critical Applications
The adoption of bellow seal valves brings measurable benefits across industries:
Zero Stem Leakage – Ensures compliance with strict emission norms and prevents hazardous leaks.
Safety and Environmental Protection – Protects operators from exposure to harmful chemicals and reduces environmental impact.
Low Maintenance – Eliminates frequent packing adjustments or replacements, reducing downtime.
Extended Service Life – Resistant to thermal cycling, corrosion, and mechanical wear.
Regulatory Compliance – Meets stringent safety and emission standards, making them indispensable in modern process industries.
Applications Across Industries
Oil and Gas: Preventing leakage of volatile hydrocarbons in refineries and offshore platforms.
Pharmaceuticals: Ensuring contamination-free flow of pure water and chemicals.
Petrochemicals: Managing aggressive media under high pressure and temperature.
Power Plants: Safeguarding steam and condensate systems where leakage can lead to severe efficiency losses.
In today’s demanding industrial environment, reliability, safety, and compliance are non-negotiable. Bellow Seal Valves, whether in globe or gate configuration, effectively address long-standing challenges associated with conventional valves. By eliminating stem leakage, reducing maintenance, and ensuring long service life, they have become the preferred choice in critical applications across industries. For engineers and plant managers focused on operational safety and efficiency, investing in bellow seal valves is not just an upgrade—it is a necessity.
Freture Techno Pvt. Ltd. is a leading Bellow Seal Valve manufacturer in India, delivering high-performance solutions trusted by industries worldwide.
https://www.freture.com/bellow-seal-valves-manufacturers/